
Welcome to Stanley Elevator Company's hydraulic elevator lift cylinder tutorial.
We hope that you will find this information useful and enlightening. With life safety decisions of this magnitude, we at Stanley are committed to providing you with as much information as you need to make educated decisions as you undergo this process.
We recommend that you review all the pages on this site to familiarize yourself with the different jack assembly construction and installation methods, and the various safety and cost options you have available to you.
divider
Background information
There are two basic types of elevators: traction and hydraulic. Traction elevators are elevator cars attached to steel hoist cables, which are supported by hoisting machinery located in the machine room. Traction elevators run on load bearing guide rails in the elevator hoistway. They usually contain counterweights and are driven by friction developed between the hoist ropes and a drive sheave. In addition to brakes, traction elevator cars have a “safety,” which is a mechanical device attached to the car frame. This safety is designed to stop and hold the car in case of any over speeding or free fall by engaging the load bearing rails.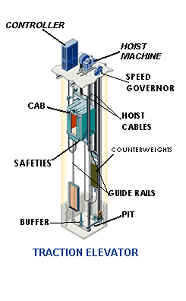
Direct acting hydraulic elevators, on the other hand, are raised by forcing pressurized oil through a valve into a steel cylinder located underground. This cylinder is installed as deep as the travel of the elevator. The pressure forces a piston to rise, lifting the elevator platform and car enclosure mounted on it. The car is lowered, braked and stopped by opening and closing the valve and allowing the weight of the car to force oil from the cylinder in a controlled manner. The weight of the elevator is totally supported by the piston and jack cylinder precluding the need for load bearing guide rails. Consequently, all installed direct acting hydraulic elevators are incapable of being equipped with traditional safeties without significant modifications to the system’s structure and possible modification to the building.
 The underground environment presents several potential problems to hydraulic cylinders. Alkaline, sulfurs, salt, electric current and other chemical agents contained in the soil and groundwater surrounding the cylinder may cause the cylinder to corrode. As the corrosive effects on underground cylinders became known, elevator cylinder manufactures developed various methods and devices designed to prevent or control cylinder corrosion. Some cylinders have been covered with tapes and other coatings. Cathodic protection utilizing an anode or impressed current has been developed, and some cylinders have been enclosed by a PVC encasement. These approaches will inhibit corrosion and deterioration of the cylinder, but cannot afford the extra level of protection against over speeding or free falling as provided by a traditional safety. While these improvements extend the useful life of hydraulic cylinders, it is, nevertheless, impossible to know with certainty the condition, or remaining useful life, of a hydraulic cylinder located beneath the ground.
The underground environment presents several potential problems to hydraulic cylinders. Alkaline, sulfurs, salt, electric current and other chemical agents contained in the soil and groundwater surrounding the cylinder may cause the cylinder to corrode. As the corrosive effects on underground cylinders became known, elevator cylinder manufactures developed various methods and devices designed to prevent or control cylinder corrosion. Some cylinders have been covered with tapes and other coatings. Cathodic protection utilizing an anode or impressed current has been developed, and some cylinders have been enclosed by a PVC encasement. These approaches will inhibit corrosion and deterioration of the cylinder, but cannot afford the extra level of protection against over speeding or free falling as provided by a traditional safety. While these improvements extend the useful life of hydraulic cylinders, it is, nevertheless, impossible to know with certainty the condition, or remaining useful life, of a hydraulic cylinder located beneath the ground.
Single Bottom Cylinder/Code Mandated Design Changes
For years, the standard industry cylinder design was a cylinder with a single plate welded to the bottom. If the weld at the bottom of this cylinder should catastrophically fail, the elevator system can experience an immediate loss of oil pressure, resulting in an uncontrolled descent of the elevator car and a potential high speed stop in the pit.
In 1971 in the United States elevator safety codes began requiring that a so called “safety bulkhead” or double bottom cylinder be used. A safety bulkhead or double bottom cylinder is a cylinder with an additional bottom plate. The additional plate contains an orifice which allows a controlled evacuation of oil in the event of a failure of the cylinder bottom, decreasing the risk of injury to passengers from bottom failure of the cylinder. In 1989 in the United States elevator safety codes began requiring various forms of corrosion protection for hydraulic cylinders. Depending upon the exact location and date of the particular installation, a tape coating, cathodic protection or PVC protection may have been required by applicable code. To date many of these code changes have not been made retroactive, and many hydraulic elevators with single bottom cylinders, as well as hydraulic elevators with no protection from corrosion, are still in service. Several proposals addressing this issue have recently been acted on by the A.S.M.E. hydraulic elevator code committee, including specific maintenance procedures, and making mandatory certain upgrades or replacements.
Regular and systematic maintenance, together with periodic testing of the equipment, may be no guarantee against catastrophic failure of the cylinder, particularly with respect to the older single bottom elevators. For example, the bottom plate of the cylinder may suddenly give way, resulting in a potentially severe accident, without the system experiencing any previous underground loss of hydraulic oil. Therefore, an ongoing program of preventive maintenance alone does not provide absolute assurance against a catastrophic failure of the cylinder.
Elevator Jacks/Cylinders Modernization

The jack is the central working component of an in-ground hydraulic elevator responsible for raising and lowering the load. Modernizing your hydraulic jack not only makes your elevator safer for passengers but can also reduce environmental impact by protecting the assembly from corrosion and leaks underground.
Some older hydraulic elevators may not have the safety devices and means for environmental protection that are featured on newer installations.
Learn more about Jacks
Our team will approach your project with professionalism, expertise, and a high level of customer service.
Jack Types
Learn more about the different types of elevator jacks available.
Hydraulic Safety Devices
If you rely on an elevator, you can rely on Stanley!
Underground Conditions
Discover the underground conditions of Jacks.
Choices
Understand your options to make the best decision for your elevator.